数控XK6132卧式铣床厂家
产品分类: 数控卧式铣床
数控XK6132卧式铣床工作台水平回转角度 ±45°,拓展机床的加工范围。主传动部分和工作台进给部分均采用齿轮...
订购热线:18306370898
位于山东省滕州市经济开发区的山东威力重工机床有限公司是专业生产铣床的厂家,公司生产的X62W卧式铣床又叫X6132卧式铣床,是一种卧式万能升降台铣床,该产品操作方便,性能、质量稳定,机床具有操作灵活便,万能性广等特点,公司生产的铣床产品直接对外销售,价格便宜
数控XK6132卧式铣床工作台水平回转角度 ±45°,拓展机床的加工范围。主传动部分和工作台进给部分均采用齿轮变速结构,调速范围广,变速方便,快捷。工作台X/Y/Z向有手动进给、机动进给和机动快进三种,进给速度能满足不同的加工要求;快速进给可使工件迅速到达加工位置,加工方便、快捷,缩短非加工时间。X、Y、Z三方向导轨副经超音频淬火、精密磨削及刮研处理,配合强制润滑,提高精度, 延长机床的使用寿命。润滑装置可对纵、横、垂向的丝杠及导轨进行强制润滑,减小机床的磨损,保证机床的高效运转; 同时,冷却系统通过调整喷嘴改变冷却液流量的大小,满足不同的加工需求。


数控XK6132卧式铣床的适用范围:
X62W卧式铣床可用于圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀、端面铣刀及棒状铣刀等来进行平面、斜面、沟槽、切断及成形面的加工,还可以进行钻.镗.插加工。当工作台回转一定角度,可铣切螺旋面(如铣头槽、螺旋齿轮等)。采用镗刀杆后亦可对中、小零件进行孔加工。加装立铣头,可用立铣刀进行切削加工,(立铣头为特殊附件)可进一步扩大机床使用范围。
数控XK6132卧式铣床的结构特点:
卧式铣床工作台三个方向均有自动进给及快速移动,并安装有撞块以控制行程。X62W卧式铣床矩形导轨面及工作台面均经超音频淬火,经久耐磨。本机床性能优越,操作方便,适用范围广泛。
1、机床刚性好,能承载重负荷切削。
2、机床主轴电机功率高,变速范围广,充分发挥刀具效能,高速切削。
3、易磨损铸件采用钒钛耐磨铸铁,重要部位采用优质合金钢,稳定耐用。
4、有完善的润滑系统。



山东威力重工数控XK6132卧式铣床技术参数:
| 项目名称 | 单位 | 参数 | |
|
工作台 |
工作面积(宽×长) | mm | 320×1325 |
| 最大承载重量 | kg | 500 | |
| T 型槽数目 | 3 | ||
| T 型槽宽度 | mm | 18 | |
| T 型槽间距 | mm | 70 | |
|
行程 |
X 向(工作台纵向)手动 / 机动 | mm | 700/680 |
| Y 向(滑座横向)手动 / 机动 | mm | 255/240 | |
| Z 向(升降台垂向)手动 / 机动 | mm | 320/300 | |
|
主轴 |
锥孔 | IOS 50(7:24) | |
| 转速范围 | r/min | 30-1500 | |
| 转速级数 | 级 | 18 | |
| 轴向移动距离 | mm | 85 | |
| 最大回转角度 | dep | ± 45 | |
| 垂直导轨面至工作台中心线轴距离最小/最大 | mm | 215/470 | |
| 主轴中心线至床身垂直导轨面距离 | mm | 30/350 | |
|
进给 |
切削进给速度 | mm/min | X:,Y:23.5~1180 Z :8~ 350 |
| 快速移动速度 | mm/min | X:, y: 2300z:770 | |
| 进给级数 | 级 Step | 18 | |
|
电动机 |
主轴电机功率 | kw | 11 |
| 进给电机功率 | kw | 3 | |
|
其他 |
机床外形尺寸(长×宽×高) | mm | 2294×1770× 11665 |
| 机床净重 | kg | 2900 | |
数控XK6132卧式铣床铣削加工主要优势有哪些?
1、卧式铣床的主轴锥孔可直接或经过附件设备各种圆柱铣刀、成型铣刀、端面铣刀、视点铣刀等刀具,适用于加工各种零部件,卧式铣床上铣切时,粗削选用上铣法,精削选用下铣法。
2、运用下铣时卧式铣床螺杆需求有空隙消除设备,不然易生轰动,构成切削面不良,在卧式铣床上运用一般铣刀铣削时,因铣刀刀刃所构成的运动轨道为摆线式的曲线,故上铣削时期切屑由薄变厚,铣刀受力始轻末重,可防止刀刃受冲击而开裂。
3、下铣切时,切屑由厚变薄,铣刀受力始重末轻,易生冲击使刀刃开裂。铣床上铣之长处可用于老式铣床,不发生螺杆无效空隙运动,适于铣削铸件黑皮面,铣刀刀齿受力始轻末重,刀刃不易开裂。
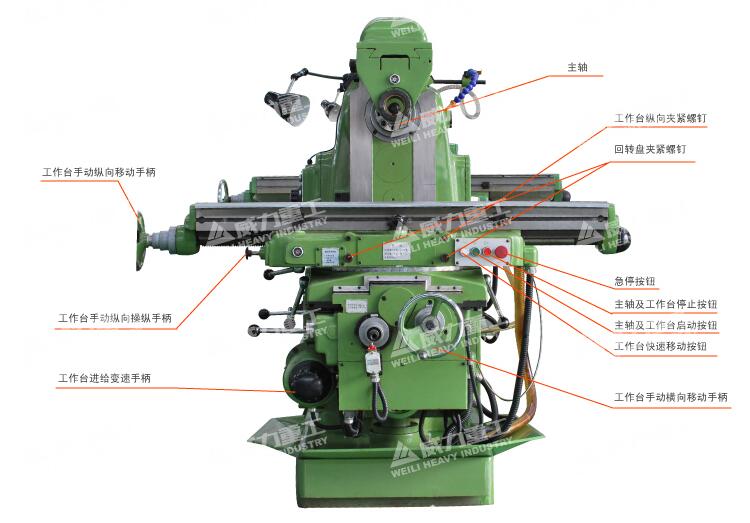
数控XK6132卧式铣床结构:
1.床身用来固定和支承铣床各部件。顶面上有供横梁移动用的水平导轨。前壁有燕尾形的垂直导轨,供升降台上下移动。内部装有主电动机,主轴变速机构,主轴,电器设备及润滑油泵等部件。
2.横梁一端装有吊架,用以支承刀杆,以减少刀杆的弯曲与振动。横梁可沿床身的水平导轨移动,其伸出长度由刀杆长度来进行调整。
3.主轴是用来安装刀杆并带动铣刀旋转的。主轴是一空心轴,前端有7:24的精密锥孔,其作用是安装铣刀刀杆锥柄。
4.纵向工作台由纵向丝杠带动在转台的导轨上作纵向移动, 以带动台面上的工件作纵向进给。台面上的 T形槽用以安装夹具或工件。
5.横向工作台位于升降台上面的水平导轨上,可带动纵向工作台一起作横向进给。
6.转台可将纵向工作台在水平面内扳转一定的角度(正、反均为0~45o),以便铣削螺旋槽等。具有转台的卧式铣床称为卧式万能铣床。
7.升降台可以带动整个工作台沿床身的垂直导轨上下移动, 以调整工件与铣刀的距离和垂直进给。
8.底座底座用以支承床身和升降台,内盛切削液。
怎么更换数控XK6132卧式铣床刀具?
1.铣削不规则的工件及使用虎钳、分度头及专用夹具持工件时,不规则工件的重心及虎钳、分度头、专用夹具等应尽可能放在工作台的中间部位,避免工作台受力不匀,产生变形。
2.在快速或自动进给铣削时,不准把工作台走到两极端,以免挤坏丝杆。
3.不准用机动对刀,对刀应的动进行。
4.工作台换向时,须先将换向手柄停在中间位置,然后再换向,不准直接换向。
5.铣削键槽轴类或切割薄的工件时,严防铣坏分度头或工作台面。
6.铣削平面时,必须使用有四个刀头以上的刀盘,选择合适的切削用量,防止机床在铣削中产生震动。

数控XK6132卧式铣床的使用:
数控XK6132卧式铣床系指主要用铣刀在工件上加工各种表面的机床。通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。X62W卧式铣床是用铣刀对工件进行铣削加工的机床。X62W卧式铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
数控XK6132卧式铣床安全操作规程:
1.操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。戴好防护镜:以防铁屑飞溅伤眼,并在机床周围安装挡板使之与操作区隔离。
2.工作台移动时要检查紧固螺丝应打开,工作台不移动时紧固螺丝应紧上。
3.切削时禁止用手摸刀刃和加工部位。测量和检查工件必须停车进行,切削时不准调整工件。
4.工件装夹前,应拟定装夹方法。装夹毛坯件时,台面要垫好,以免损伤工作台。
5.主轴停止前,须先停止进刀。如若切削深度较大时,退刀应先停车,挂轮时须切断电源,挂轮间隙要适当,挂轮架背母要紧固,以免造成脱落;加工毛坯时转速不宜太快,要选好吃刀量和进给量。
6.发现机床有故障,应立即停车检查并报告建设与保障部派机修工修理。工作完毕应做好清理工作,并关闭电源。
7.刀具装卸时,应保持铣刀锥体部分和锥孔的清洁,并要装夹牢固。高速切削时必须戴好防护镜。工作台不准堆放工具,零件等物,注意刀具和工件的距离,防止发生撞击事故。
8.工作时应先用手进给,然后逐步自动走刀。运转自动走刀时,拉开手轮,注意限位挡块是否牢固,不准放到头,不要走到两极端而撞坏丝杠;使用快速行程时,要事先检查是否会相撞等现象,以免碰坏机件、铣刀碎裂飞出伤人。经常检查手摇把内的保险弹簧是否有效可靠。
9.安装铣刀前应检查刀具是否对号、完好,铣刀尽可能靠近主轴安装,装好后要试车。安装工件应牢固。

购买卧式铣床选对厂家很重要,数控XK6132卧式铣床哪家好要从以下几个方面考虑:
金属切削机床已实施出口产品质量许可制度,未取得出口产品质量许可证的产品,不准出口。订货时对设备参数、公英制、电源、电压和周波以及随机附件,机床的颜色等均须做明确规定。针对钣金行业中数控冲床品种繁多,标准不一的情况,在客户订购模具时,应向厂商了解以下信息:
1.机床型号——确定模具结构为长导向或短导向类型中的哪一种,以及是进口村田结构,还是通快结构;
2.机床吨位大小——此模具的冲裁力是否适用此机床,否则,必须改变模具的结构或选择其它的加工方法;
3.有无旋转工位——若机床工位为非旋转工位时,则导套或下模必须考虑双键槽结构;
4.机床上下转盘间距——以便确定模具(成型模具)下模的高度;
5.加工板材信息——必须确定客户所加工板材的材质、厚度,以确定模具所选用的材质和间隙;
6.模具定位方向——要根据客户的加工要求来确定模具(特别是异形模具)定位销(槽)的方向。另外,除正方形刃口模具外,其余模具的导套或下模必须考虑两道键槽;
以上就是对数控XK6132卧式铣床的详细介绍,山东威力重工机床有限公司郑重承诺:所售产品售后3包一年,终生维修服务!签订法律合同,敬请用户放心购买!销售部张经理:0632-5850029,18306370898。