

X5036立式铣床的顺铣与逆铣加工流程
X5036立式铣床的顺铣与逆铣加工流程
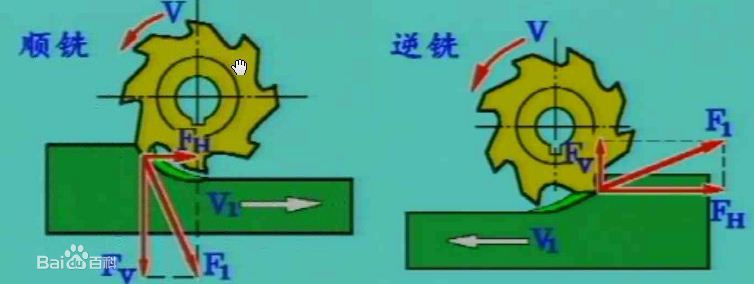
在X5036立式铣床的加工过程中,顺铣逆铣是出现频率很高的两个词。那么究竟什么是顺铣,什么是逆铣?什么时候,用顺铣什么时候用逆铣,他们的优缺点是什么?首先我们来说,什么是顺铣逆铣。我们把刀齿旋转方向和零件的进给方向一致的铣削方式称之为为顺铣,把刀齿的旋转方向和零件的进给方向不一致的铣削方式称之为逆铣。
接下来我们来说一下什么时候用顺铣,什么时候用逆铣。我们常采用逆铣对零件进行粗加工,采用顺铣对零件精加工。
X5036立式铣床顺铣的功率消耗要比逆铣时小,在同等切削条件下,顺铣功率消耗要低5%~15%,同时顺铣也更加有利于排屑。一般应尽量采用顺铣法加工,以提高被加工零件表面的光洁度(降低粗糙度),保证尺寸精度。但是在切削面上有硬质层、积渣、工件表面凹凸不平较显著时,如加工锻造毛坯,应采用逆铣法。

X5036立式铣床顺铣时,切削由厚变薄,刀齿从未加工表面切入,对铣刀的使用有利。逆铣时,当铣刀刀齿接触工件后不能马上切入金属层,而是在工件表面滑动一小段距离,在滑动过程中,由于强烈的磨擦,就会产生大量的热量,同时在待加工表面易形成硬化层,降低了刀具的耐用度,影响工件表面光洁度,给切削带来不利。另外,逆铣时,由于刀齿由下往上(或由内往外)切削,且从表面硬质层开始切入,刀齿受很大的冲击负荷,铣刀变钝较快,但刀齿切入过程中没有滑移现象,切削时工作台不会窜动。
X5036立式铣床逆铣和顺铣,因为切入工件时的切削厚度不同,刀齿和工件的接触长度不同,所以铣刀磨损程度不同,实践表明:顺铣时,铣刀耐用度比逆铣时提高2~3倍,表面粗糙度也可降低。但顺铣不宜用于铣削带硬皮的工件。
本文由铣床厂家整理,转载请注明来自:www.xichuang7.com
下一篇:铣床行业原创性的自主创新来自于哪里 上一篇:滕州万能铣床厂家需要突破技术瓶颈
相关资讯


最新产品
汽车ABS刹车端齿圈加工专
-

- 汽车ABS刹车端齿圈加工专用数控机床 汽车ABS刹车端齿也称ABS齿圈,abs齿圈的齿...
塔机片式标准节多孔位数

气胀轴铣槽专用数控机床

X7150数控床身式立式铣床

ZX6350钻铣床_高精度数控钻

滕州X5036B立式铣床价格

X52K数控铣床|X5032立式铣床

数控XK5036立式升降台铣床

热门文章排行
- 滕州X6332万能铣床有几种传
- 滕州6132卧式铣床有四个常
- 防止X5032立式铣床工作灯漏
- 卧式铣床和立式铣床如何
- 分度头在X5036立式铣床上的
- 数控卧式铣床应满足哪些
- 滕州X5040立式铣床立铣头使
- 怎么处理升降台立式铣床
- 快速对山东威力重工铣床
- X6140卧式铣床使用铸件机身